









 66 / 132
66 / 132

Die Messung mittels Millimeterwellen funktioniert nach dem
Laufzeitverfahren. Ein oder zwei kontinuierlich rotierende
Transceiver senden und empfangen kontinuierlich frequenzmo-
dulierte Millimeterwellen. Ein statisches System misst punktuell
die Wanddicke und die Außen- sowie Innendurchmesser des
Rohres mit zwei Transceivern an vier Punkten des Umfangs.
Wenn die vollständige Erfassung der Wanddicke über den ge-
samten Umfang des Rohres gefordert wird, kommt ein rotie-
render Messkopf zum Einsatz. In dieser Ausführung lässt sich
auch das Sagging präzise erfassen und darstellen.
Aus dem Laufzeitunterschied der reflektierten Signale werden
die Produktdimensionen bestimmt. Dabei reflektieren Grenz-
schichten, wie jede Vorder- und jede Rückseite eines Kunststof-
fes, diese Funkwellen, die vom Empfangsteil des jeweiligen
Transceivers erfasst und demoduliert werden. Die Empfangs-
signale enthalten Informationen bezüglich der Entfernungen
von Grenzschichten unterschiedlicher Materialien, das heißt
über Innen- und Außendurchmesser, Ovalität, Wanddicken und
Sagging. Die Messung erfolgt mit einer Genauigkeit von weni-
gen Mikrometern und mit einer Messrate von 250 Einzelmess-
werten pro Sekunde. Nach algorithmischer Aufbereitung der
Empfangssignale eines jeden Sensors stehen die gewünschten
Messergebnisse quasi in Echtzeit bereit zur Anzeige aber auch
zur Regelung verschiedenster Abmessungen eines Rohres. Ein
angeschlossenes Prozessorsystem bietet neben einer numeri-
schen Anzeige der Messwerte auch deren grafische Darstellung
sowie umfangreiche Trend- und Statistikfunktionen.
Millimeterwellentechnologie zur Optimierung der
Rohrqualität sowie Zeit- und Kosteneinsparung
Da bei der Messung mittels Millimeterwellen-Technologie Tem-
peraturen keinen Einfluss auf das Messergebnis haben, wird
das Millimeterwellen-System sowohl zur Heißmessung als auch
am kalten Ende der Linie zur finalen Qualitätskontrolle einge-
setzt. Unmittelbar nach der ersten Kühlung, liefert das System
präzise Informationen über Innen- und Außendurchmesser,
Ovalität, Wanddicke und insbesondere auch das Sagging. Die
für die Messung gewählte Millimeterwellen-Technologie deckt
den gesamten Bereich der Kunststoffe wie PE, HDPE, PP, PA6
etc., sowie PVC (
siehe auch Bild 4
) ab. Geht man davon aus,
dass eine Linie, auf der Rohre mit einem Außendurchmesser
von 400 mm und einer Wanddicke von 27,5 mm, bei einer Lini-
engeschwindigkeit von 0,5 m/min gefahren werden, erhält der
Maschinenführer bereits nach circa 10 bis 30 min präzise Mess-
ergebnisse.
Die Messung von Kunststoffwanddicken mit hohen Temperatu-
ren mittels Ultraschalltechnologie stellt hingegen eine besonde-
re Herausforderung dar, weil die Absorption der Schallwellen
insbesondere bei hohen Temperaturen erheblich ist und daher
die Messung größerer Wanddicken im Heißbereich begrenzt.
Zudem ist die Genauigkeit des Messergebnisses sowohl im
Heiß- als auch im Kaltbereich aufgrund der temperaturabhängi-
gen Laufzeit des Schalls stark eingeschränkt. Ziel ist es aber, so
früh wie möglich im Produktionsprozess zuverlässige und ge-
naueste Informationen über die Rohrabmessungen zu erhalten,
um gegebenenfalls Maßnahmen einzuleiten und unnötige Aus-
fallchargen zu vermeiden. Darüber hinaus ist es notwendig,
66
Messtechnik
Extrusion 7/2016
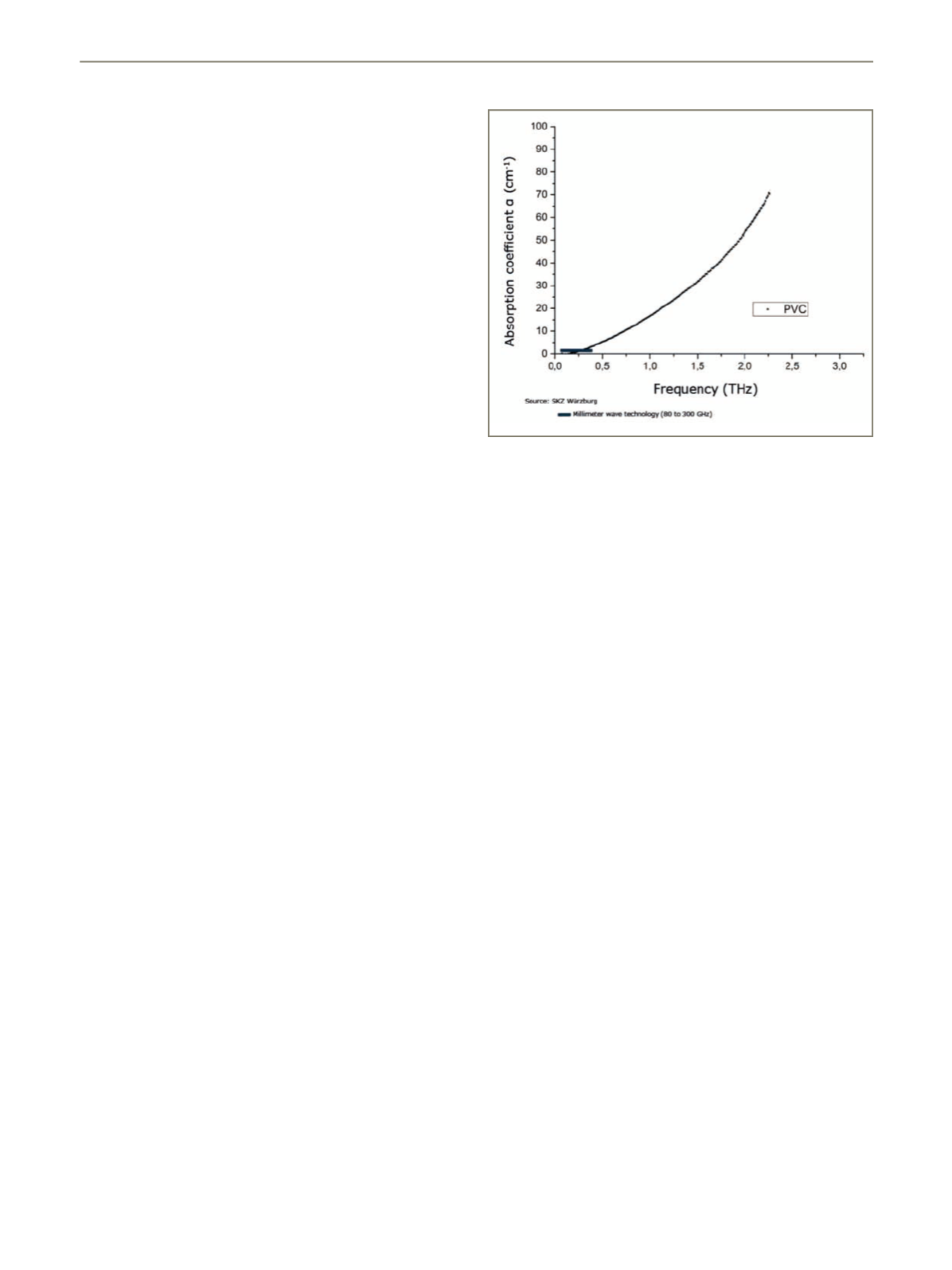
Bild 4: Absorption von Funkwellen in PVC: Das Mess-
verfahren arbeitet in einem Fenster von 80 bis 300 GHz, in
dem der Absorptionskoeffizient klein ist, sodass sich selbst
große PVC-Wanddicken präzise messen lassen
frühzeitig im Produktionsprozess so nah wie möglich an die mi-
nimal zulässigen Rohr-Maße heranzufahren, um ein minimales
Metergewicht zu produzieren. Die aus geringen Metergewich-
ten resultierenden Kosteneinsparungen sind im Wettbewerb
oft entscheidend. Bei der Extrusion von Kunststoffrohren haben
die Materialkosten an den gesamten Herstellungskosten einen
Anteil von bis zu 90 Prozent. Je nach Durchsatzleistung der An-
lage, verwendetem Materialtyp und zugrunde liegender Norm
liegt zwischen den minimal und maximal zulässigen Rohrab-
messungen ein jährliches Einsparungspotential im einstelligen
Euro-Millionenbereich
2)
. Darüber hinaus sichert die Herstellung
von genormten Kunststoffrohren eine einwandfreie Weiterver-
arbeitung der Rohre. Beispielsweise lassen sich Qualitäts-Rohre
problemlos verschweißen. Der Einsatz eines Millimeterwellen-
Messsystems führt daher sowohl zu signifikanten Zeit- und Ma-
terialeinsparungen als auch zu einem hoch qualitativen Endpro-
dukt.
Anwendungsbereiche der Millimeterwellen-Technologie
Die Millimeterwellentechnologie eignet sich für die Messung al-
ler Arten von Kunststoffrohren ab einem Durchmesser von 120
bis 2.500 mm und größer, die beispielsweise für die Durchlei-
tung von Wasser, Gas, Chemikalien und Öl eingesetzt werden.
Besonders interessant ist die Verwendung für Rohre aus PVC,
da PVC eines der verbreitetsten Materialien für Rohre im Bau-
und Versorgungsbereich ist. Für diese Anwendung liefert das
Messsystem präzise Messwerte, auch für dickwandige Rohre.
Ein weiteres Anwendungsfeld ist die Vermessung von gewölb-
ten Oberflächen und Mehrschichtrohren. Während der Produk-
tion besteht das Risiko, dass die Schmelze, die nach dem Rohr-
werkzeug austritt, aufgrund der Schwerkraft nach unten fließt
und dadurch die Rohrwanddickenverteilung ungleichmäßig,
meist negativ, verändert
3)
. Dieses so genannte Sagging, wird
durch das Millimeterwellen-Messverfahren erkannt. Über ein