










 21 / 48
21 / 48

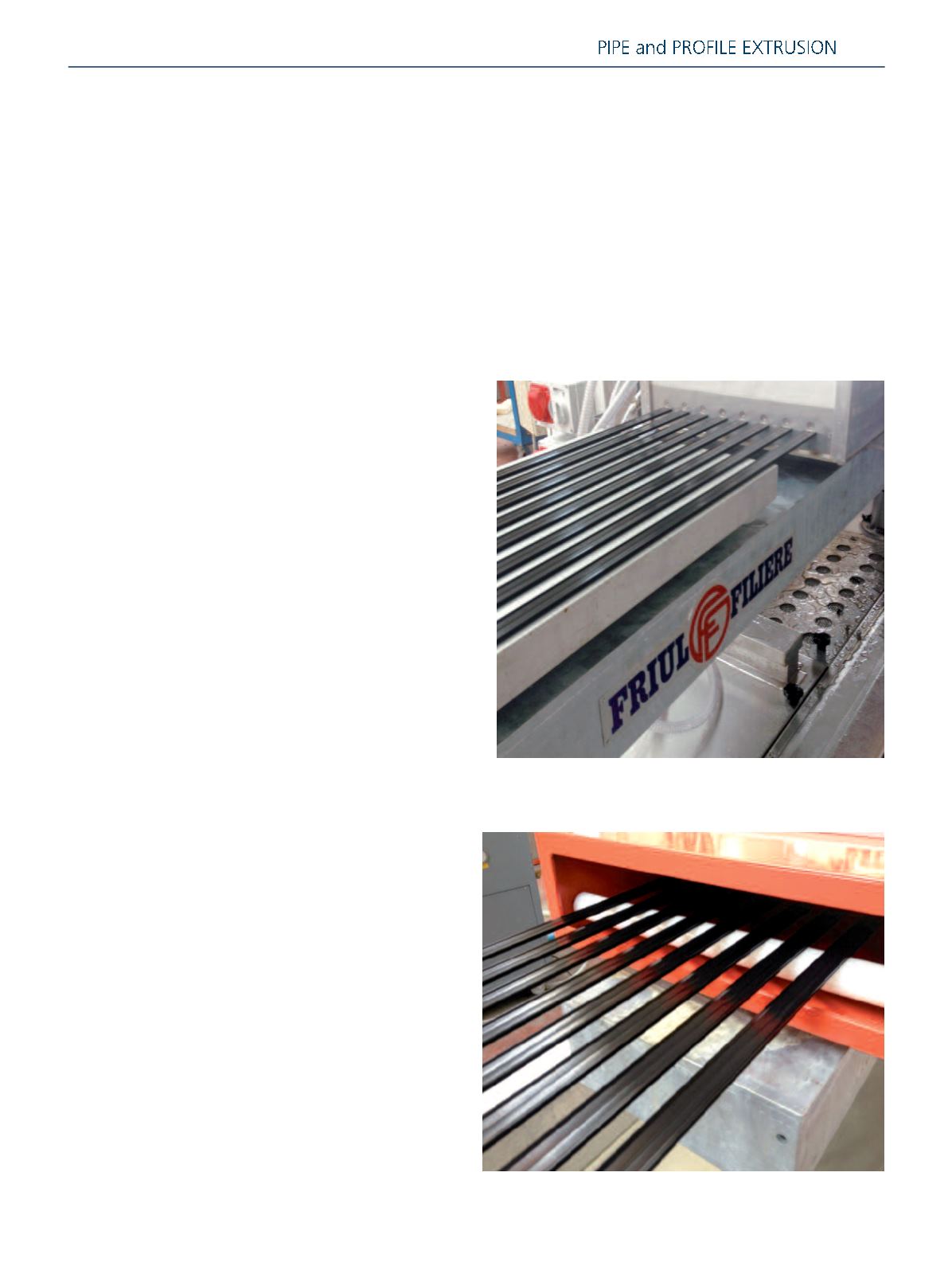
Extrusion Plant
for Thermal Break Profiles
T
he plant ensures the production of 8 profiles at 2mt/min
(90 kg/h) and it is composed of a single-screw extruder
Omega80 with PLC, in which the raw material arrives already
dried, and classical downstream with insertion of auxiliary ma-
chines. A gear pump helps the process stability but the mate-
rial flow is constant and homogeneous, despite the complexity
of the 8 strands, thanks to the special technology Friul Filiere
applied to the die. In fact there is not even any need for a
chiller. The control of the 8 strands is assured by a dedicated
calibration system with die-calibrator centering which allows a
perfect alignment and facilitates the positioning of the pro-
files. The flexibility of the extrusion plant has allowed the in-
sertion in line of a sandblasting unit and a glue insertion
system. The sandblasting unit prepares the profile surface that
will be varnished together with the window frame, allowing a
better accession of the varnish. The glue insertion system fa-
cilitates the assembly.The extruded thermal break profile pres-
ents mechanical characteristics of resistance similar to
aluminum but ensures high thermal insulation performance.
www.friulfiliere.itExtrusion International 3/2016
21
Friul Filiere SpA has realized for a European
customer a complete plant for the extrusion of
thermal break profiles in 8 strands. An excellent
result considering the particular characteristics of
this material. PA66 is a nylon with very high
processing temperatures which entail calibration
difficulties. Furthermore, the reduced tolerances
(in the order of hundredths) which requires their
application within windows and the production
of 8 profiles simultaneously, further complicate
the extrusion process.
Thermal break profile