









 34 / 68
34 / 68

Der kritischste und zugleich langwierigste Teilprozess beim
Extrusionsblasverfahren ist das Kühlen der Kunststoffteile, da
das Temperaturgefälle zwischen der mittels Kaltwasser abge-
kühlten Außenseite und der wärmeren Innenseite Material-
stress verursacht. Das verschlechtert die Qualität und kann bei
Dichtheits-, Belastungs- oder Fallprüfungen zu Versagen füh-
ren. Rainer Farrag entwickelte deshalb über viele Jahre hin-
weg eine interne Druckluft-Kühlung, bei der zusätzlich zur
klassischen Außenwandkühlung das Innere des Produkts bei
einer akzeptablen Temperatur
–
das heißt nicht höher als 5 °C
und nicht tiefer als -35 °C
–
mit guter Verwirbelung und opti-
maler Luftverteilung gespült wird. Die Internal Air Cooling
Systeme (IACS) der FarragTech GmbH erhöhen die Produktivi-
tät um bis zu 35 Prozent und helfen gleichzeitig, die Qualität
der Produkte zu verbessern. In den meisten Fällen konnten
zudem Materialeinsparungen von bis zu zehn Prozent erzielt
werden. Die Amortisationszeiten liegen erfahrungsgemäß
zwischen zwei Wochen und sechs Monaten.
D
as interne Luftkühlsystem besteht je-
weils aus einem Druckluftkühlgerät,
speziell entwickelten Ventilblöcken so-
wie Blasdornen und einer geeigneten
Steuerung. Für Temperaturen im Bereich
von 1 bis 5 °C bietet FarragTech das BMB
(Blow Moulding Booster), einen war-
tungsfreien Druckluftkühler, den Rainer
Farrag für Blasanwendungen entworfen
hat. Um ein Gefrieren der feuchten
Druckluft im Wärmetauscher zu verhin-
dern, wurde das Gerät so konzipiert,
dass die Luftaustrittstemperatur auf je-
den Fall über 0 °C liegt. Die Bauweise
Innovatives System zur internen
Formenkühlung
baut übermäßige Materialbelastung ab, senkt die
Kristallisationsraten und verkürzt die Kühlzeit
des BMB ist sehr kompakt, so dass es
platzsparend auf die Blasformmaschine
montiert werden kann. Es eignet sich für
jede Art von Druckluftqualität, sofern
diese im Bereich von 6 bis 10 bar liegt.
Zusätzlich muss das gefilterte Kaltwasser
mit einer maximalen Temperatur von
15 °C, das für die Kühlung benötigt
wird, werkseitig vorhanden sein. Mit
dem BMB, das in drei Größen für Druck-
luftmengen bis zu 600 Nm³/h verfügbar
ist, ist eine Produktivitätssteigerung von
10 bis 35 Prozent möglich.
34
Extrusionsblasverfahren
Extrusion 2/2016
Produktionssteigerung von 15 bis 50
Prozent:
Für Prozesstemperaturen bis
-35 °C entwickelte FarragTech das BAC
(Blow Air Chiller), das in fünf Baugrößen
erhältlich ist. Im Vergleich zu einem her-
kömmlichen Kühlungsprozess mit Stau-
luft lässt sich mit dem BAC als Teil des in-
ternen Luftkühlsystems eine Produktivi-
tätssteigerung von 15 bis 50 Prozent er-
zielen. Bei einigen Prozessen waren so-
gar 100 Prozent möglich. Dazu wird die
Druckluft auf einen Taupunkt unter
-40 °C getrocknet und dann im integrier-
ten Verdampfer gekühlt. Dieser Vorgang
erfordert eine gute Druckluftqualität mit
einem Drucktaupunkt von 5 °C bei 7 bar
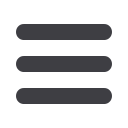
Die Blasdornkonstruktion und die Blasventilblöcke
haben einen entscheidenden Einfluss auf die Luftvertei-
lung im Blasformprodukt. Beispiel A zeigt eine geringe
bzw. keine Luftspülung. B und C zeigen eine ungleich-
mäßige Luftverteilung. Variante D führt zu einem
guten Luftaustausch und einer perfekten
Luftverteilung
(
Alle Bilder, Quelle: FarragTech
)
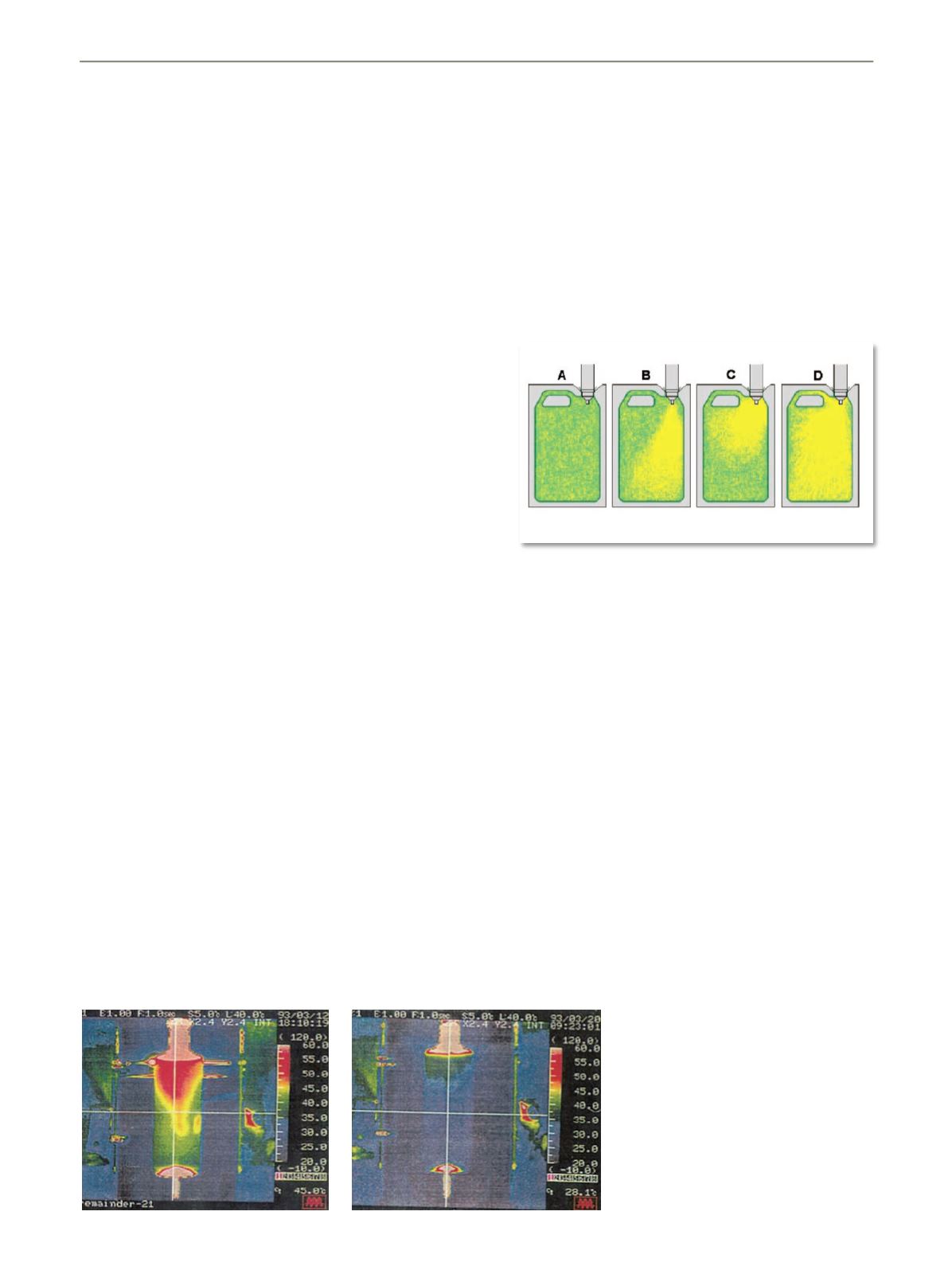
Links ohne, rechts mit IACS: Experi-
mente mit dem internen Luftkühl-
system im Blasformprozess haben
bewiesen, dass die Temperaturvertei-
lung quer durch die Wand eines Behäl-
ters gleichmäßiger und die Tempera-
tur am ganzen Produkt niedriger ist,
sofern das interne Luftkühlsystem effi-
zient angewendet wird