









 48 / 76
48 / 76

Today’s modern PET recy-
cling facilities create high
quality flake from post-
consumer bottles. The
process starts with auto-
mated sorting equipment
which is used to remove
unwanted products from
the incoming material
stream.
A
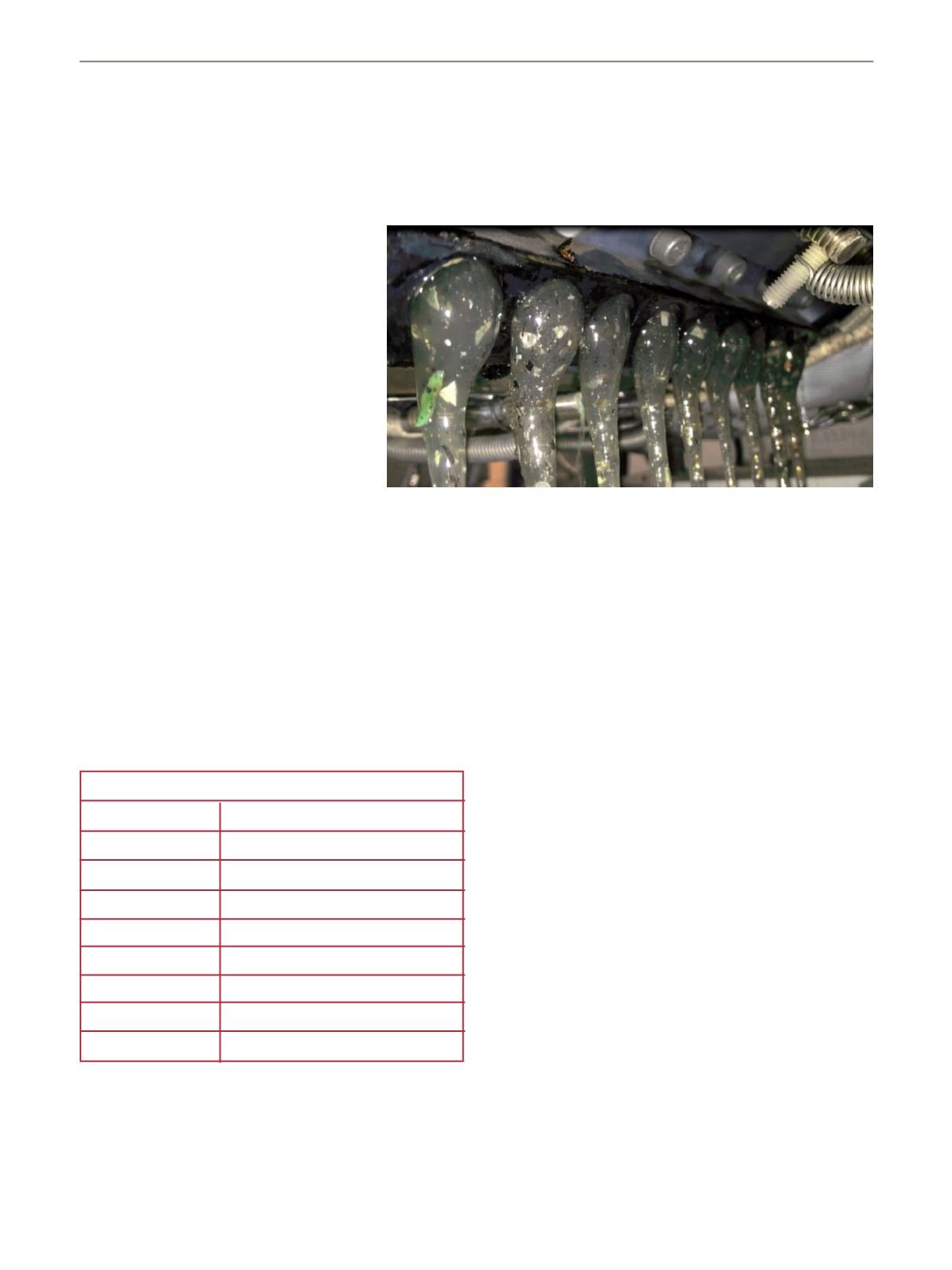
fter the bottles have been pre-sorted and the labels have
been removed, they are visually inspected and sorted by
polymer type and colour. Once separated into clear and co-
loured streams, the bottles are ground and washed. During this
process, PET fines are generated and removed along with other
residues such as paper, aluminium, or PVC. The purity require-
ments of the final product vary depending on the end user. The
table
represents the purity levels typically required for flake
used to produce thermoform sheet.
The final quality of the PET flake is dependent on the composi-
tion of the incoming bales as well as the sorting technology
used in the recycling facility. This represents a daunting chal-
lenge for the melt filtration system in re-pelletizing, thermo-
forming and packaging tape lines, especially if the aluminium
fraction exceeds the specified 10 ppm dramatically.
The challenge is all the more intriguing when it comes to appli-
cations for the fines that are obtained when the PET bottles are
ground. These fines contain a much higher percentage of con-
taminants because more paper, aluminium, and PCV are separa-
ted during the screening and hot washing processes. Exactly this
48
Recycling
Extrusion 5/2016
makes them so difficult to utilize as a valuable raw material.
Due to the small size of the PET particles, they have a larger sur-
face area and hence absorb more moisture. Even with efficient
degassing technology during the extrusion process, the IV va-
lues tend to drop significantly. Additionally, higher contamina-
tion levels block static screens quickly, making it a challenge to
process this material, even with sophisticated back-flushing
screen changers. As a result, a large majority of the PET fines
are sold off at a very low price.
When considering that even a small recycling facility can produ-
ce more than 20 tons of fines per month, finding a solution to
filter this product could have a huge commercial impact on the
bottom line. With a proper pre-screening system in place com-
bined with a dryer, extruder and continuous melt filter, custo-
mers can now create a useable product from these fines.
High performance and a long service life
The ECO continuous melt filter manufactured by Ettlinger plays
a major role in processing highly contaminated feed streams.
The central component of the ECO melt filter is a rotating, cy-
lindrical filter screen with millions of conical holes that can be
supplied with a wide variety of screen sizes. When melt flows
through the filter, contaminants are retained on the outside of
the screen – in addition to solid contaminants such as alumini-
um and black specks as well. High-molecular and cross-linked
fractions which arise due to high temperature stresses are effi-
ciently separated from the melt stream along with gels. The
cleaned melt on the inside of the drum is supplied to the
downstream die via a system of flow channels.
The contaminants are wiped clean from the filter surface after
each rotation of the screen. They are then discharged from the
unit by means of a discharge shaft. If contamination levels
spike causing the pressure to rise, the drum automatically in-
creases. This ensures a steady pressure at all times. Unlike many
backflush systems, the purge from the ECO up to contains a
high percentage of contamination.
PET Fines from Recycled Bottles
A Valuable Raw Material
Clear PET, thermoforming sheet
Metal:
< 10 ppm
Paper:
< 50 ppm
Polyolefins:
< 50 ppm
Others:
< 25 ppm
Coloured flakes:
< 500 ppm
Light blue
< 50,000 ppm (5%)
PVC:
< 10 ppm
Adhesives:
< 400 ppm
Additives:
< 1200 ppm