









 55 / 68
55 / 68

Energie-
effizienter,
mobiler
Trockenluft-
trockner
SOMOS
®
T140 eco in
überarbei-
tetem neu-
en Design
und mit
neuer
Touch-
screen-
Steuerung
(Werkbild:
ProTec)
Ein bei Sabert Europe in Belgien installierter IRD Infrared
Dryer kristallisiert und trocknet PET von 1% (10.000 ppm)
Eingangsfeuchte auf 0,01% (100 ppm) innerhalb von 15 Mi-
nuten. Mehrere Heizzonen regeln automatisch auf die einge-
stellte Temperatur; als Führungsgröße dient die Produkttem-
peratur, die mittels Pyrometer in jeder Heizzone gemessen
wird (Werkbild: Kreyenborg Plant)
Fazit:
Jeder Parameter beeinflusst
den Trocknungsprozess und dessen
Ergebnis. Sie müssen also material-
spezifisch aufeinander abgestimmt
wirken. Das bedeutet, Änderungen
eines Parameters müssen zwangsläu-
fig mit Änderungen anderer Parame-
ter einhergehen, um den gleichen
Trocknungsgrad zu erreichen.
Voll im Trend – Reduzierung
des Energieverbrauchs
Laut digicolor werden in einigen Ver-
öffentlichungen immer wieder irre-
führende Angaben zum Energieauf-
wand bei der Trocknung von Granu-
lat gemacht. Der spezifische Energie-
verbrauch für ein bestimmtes Kunst-
stoffgranulat in kWh pro Tonne Ma-
terial setzt sich wie folgt zusammen:
E ges = ET + EH
ET = Energieaufwand zur Erzeugung
der Trockenluft ca. 19 kWh für
1000 kg Granulat
EH = Energieaufwand zur Aufhei-
zung des Granulates, z. B. bei PA 6.6
von 15°C auf 80° C, ca. 31 kWh pro
1000 kg
(Siehe z. B. „Kunststoffe und ihre Ei-
genschaften“, Tabelle „Spezifische
Wärmekapazitäten“ von Hans Domi-
ninghaus und auch alle weiteren
übereinstimmenden Kunststoff-Do-
kumentationen.)
Ein Gesamtenergieverbrauch 19 kWh
+ 31 kWh = 50 kWh pro 1000 kg
Granulat ist also bei diesem Beispiel
kaum zu unterbieten. Auf dieser Basis
sind Jahres-Energieaufwände in kWh
zu ermitteln.
Aber auch die geometrische Form
des Trocknungsbehälters, die Behäl-
terisolierung und die Konstruktion
des Luftverteilers sind wichtige Fak-
toren. Die Verweilzeit im Bereich mit
hoher Temperatur, die Luftverteilung
im und der Materialfluss durch den
Behälter sind ebenso wichtig. Ein
trichterförmiger Durchfluss tritt auf,
wenn das Granulat in der Mitte des
Behälters schneller fließt als an den
Rändern.
Ein schlanker und hoher Behälter
hilft dieses Phänomen zu beseitigen
und stellt eine schnelle Luftströmung
und eine gleichmäßige Luftverteilung
im gesamten Behälter sicher.
Alternatives
Trocknerangebot
Im Prinzip kann man das Angebot in
die beiden Gruppen
Konvektions-
trockner
und
Strahlungstrockner
einteilen. Typische Konvektionstrock-
ner sind
Warmluft-, Trockenluft-
oder
Vakuumtrockne
r;
ein Beispiel
für Strahlungstrockner sind
Infrarot-
Trockner
.
Konvektionstrockner bringen mit Hilfe
von Luft Wärmeenergie in das Tro-
ckengut ein, so dass die enthaltene
Feuchte aus dem Material und weiter
nach außen transportiert wird. Strah-
lungstrockner übertragen mit elektro-
magnetischen Wellen Energie in das
Trockengut und erwärmen es. Aber
auch hier wird die Feuchtigkeit von
einem Luftstrom abgeführt.
Ausschlaggebend für die Wahl eines
geeigneten Trockners ist das Verhal-
ten des zu verarbeitenden Kunst-
stoffs gegenüber Feuchtigkeit in der
Luft: Handelt es sich um ei-
nen hygroskopischen oder
einen nicht-hygroskopi-
schen Kunststoff? Enthält
der Kunststoff Füll- und Ver-
stärkungsstoffe, die mögli-
cherweise ihrerseits Feuchtigkeit
aufnehmen?
Warmlufttrockner:
Sie bestehen
oftmals aus nicht mehr als einem Ge-
bläse, einer Heizung und einem Tem-
peraturregler und sind die älteste
und einfachste Technologie, mit hei-
ßer Umgebungsluft Feuchtigkeit aus
dem Granulat zu entziehen. Geeig-
net sind sie für nicht- oder nur
schwach hygroskopische Kunststof-
fe. Eingesetzt werden sie um Materi-
al vorzuwärmen und um die Oberflä-
chenfeuchte zu entfernen. Da sie mit
Umgebungsluft arbeiten, ist ihre Wir-
kungsweise allerdings von der Umge-
bungsfeuchte und damit von der ak-
tuellen Witterung abhängig. Daher
sind bei gleicher Trocknungstempera-
tur im Sommer und im Winter unter-
schiedliche Trocknungsergebnisse zu
erwarten. Niedrige Restfeuchten las-
sen sich mit Warmlufttrocknern nicht
erzielen.
Trockenlufttrockner:
Sie eignen
sich für alle Kunststoffe, wobei man
zwischen zwei Verfahrensvarianten-
unterscheidet: das Trocknen mit ent-
feuchteter Luft aus einem Trocken-
lufterzeuger
(
Adsorptionstrock-
nung
)
oder mit entspannter Druck-
luft.
Adsorptionstrockner
arbeiten
in einem geschlossenen Kreislauf.
Dabei strömt zuvor entfeuchtete,
warme Luft durch das Granulat im
Trockentrichter und entzieht ihm da-
bei Feuchtigkeit. Im weiteren Verlauf
wird die nunmehr mit Feuchte
55
Extrusion 1/2016
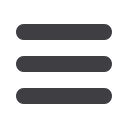
Die spezielle Geometrie und Strömungsdynamik des OTX
von Moretto kann inzwischen nach Aussage der Firma eine
homogene Material- und Prozessluftbewegung garantieren
– ein außerordentlicher Prozess mit einer fast 66-prozenti-
gen Energieeffizienz (Werkbild: Moretto)