









 54 / 68
54 / 68

Kriterium: Trocknen
I
n der Kunststoffverarbeitung wirkt
sich die Feuchte des Materials ent-
scheidend auf die Prozesssicherheit
und die Produktqualität aus. Betrof-
fen sind der Verarbeitungsprozess
selbst wie auch die Qualität der her-
gestellten Produkte. Ursache ist das
Verhalten der Kunststoffe gegenüber
Feuchtigkeit in ihrer Umgebung. So
sind viele Kunststoffe (PA, PC, PET)
hygroskopisch, das heißt sie nehmen
Wasser auf, auch innerhalb des Gra-
nulatkorns, also ihrer Molekülstruk-
tur. Man spricht dabei auch von
Kernfeuchte. Bei nicht-hygroskopi-
schen Kunststoffen lagert sich die
Feuchtigkeit hingegen nur an der
Oberfläche an, was nicht heißt, dass
die Füll- und Verstärkungsstoffe in ih-
nen nicht ihrerseits Feuchtigkeit auf-
nehmen.
Bei bestimmten Kunststoffen löst
Wasser während des Aufschmelzens
eine chemische Reaktion aus, welche
die Molekularstruktur verändert. Die-
se als Hydrolyse bezeichnete Reakti-
on hat ein reduziertes Molekularge-
wicht zur Folge mit dem Ergebnis,
dass die Viskosität sinkt.
Ob nun ein Kunststoff vor seiner Ver-
arbeitung zu trocknen ist, hängt
nicht zuletzt von der so genannten
Verarbeitungsfeuchte
ab. In der
Dokumentation technischer Kunst-
stoffe werden zunehmend enge
Restfeuchtetoleranzen der Rohstoffe
angegeben, zum Beispiel 0,03 bis
0,05 % H
2
O unmittelbar vor der Ver-
arbeitung. Es handelt sich hierbei um
materialspezifische Werte, die der
Rohstoffhersteller ermittelt und zur
Verfügung stellt. Schlussendlich ist
eine gleichbleibende, definierte Rest-
feuchte eine Voraussetzung dafür,
Ausschuss zu vermeiden und die Pro-
duktqualität sicherzustellen. Denn
des Guten zuviel ist auch nicht rat-
sam, weil auch übertrocknete Kunst-
stoffe Probleme bereiten. An dieser
Stelle soll nicht weiter auf die physi-
kalischen Zusammenhänge bei der
Kunststofftrocknung eingegangen
werden. Nur eins sollte hier noch klar
gestellt werden:
Vielfach ist von Taupunkten von
-40ºC bis hin zu -60°C zu lesen. Diese
Werte sind in den meisten Fällen Ef-
fekthascherei. Eine Taupunkttempera-
tur von ca. -20°C genügt in der Regel
für das Trocknen fast aller hygroskopi-
schen Kunststoffe. Bei gleichbleiben-
der Trocknungstempera-
tur bewirken unterschied-
liche Taupunkttemperatu-
ren erfahrungsgemäß nur
kleine Geschwindigkeits-
unterschiede beim Trock-
nen, während sie zusam-
men mit der Trocknungs-
temperatur die minimal erreichbare
Restfeuchte (Gleichgewichtszustand
zwischen Granulatfeuchte und Tro-
ckenluft) bestimmen.
Einer Temperaturerhöhung bei der
Granulattrocknung sind auch Gren-
zen gesetzt, da sie unter dem
Schmelzpunkt des Granulats bleiben
muss. Es gibt aber noch weitere
Gründe. PA beispielsweise darf nur
mit einer maximalen Temperatur von
80ºC getrocknet werden, obwohl
sein Schmelzpunkt deutlich höher
liegt. Eine höhere Temperatur würde
eine Oxidation des Materials nach
sich ziehen, solange Sauerstoff im
Trocknungsbehälter ist. Es macht da-
her mehr Sinn, den Wassergehalt in
der Luft zu reduzieren und damit die
relative Luftfeuchtigkeit zu senken.
Messgeräte zur komfortablen Be-
stimmung der Feuchtigkeit im Gra-
nulat sowie zur Bestimmung des Tau-
punktes im Trocknungsprozess sind
wichtige Hilftsmittel in der modernen
Kunststoffverarbeitung. Die quali-
tätsrelevanten Parameter lassen sich
komfortabel bestimmen und doku-
mentieren. Für das Trocknen von
Kunststoffen sind folgende vier von-
einander abhängige Parameter aus-
schlaggebend:
1. Trocknungstemperatur:
Sie be-
einflusst als wichtigste Größe die
Trockengeschwindigkeit. Oberhalb
der Glastemperatur nimmt die Diffu-
sionsgeschwindigkeit überproportio-
nal zu.
2. Trockenluftmenge:
Sie transpor-
tiert die Wärmeenergie, um das Ma-
terial zu erwärmen, und um die am
und im Granulat vorhandene Feuch-
te zu verdampfen und abzuführen.
Auch die Luftmenge bestimmt die
Trockengeschwindigkeit, lässt sich je-
doch nicht beliebig wählen.
3. Taupunkttemperatur:
Sie gibt
den Trockenheitsgrad von Luft an. Es
handelt sich um die Temperatur, bei
der die relative Feuchte 100% be-
trägt, das heißt die Luft mit Wasser-
dampf gesättigt ist.
4. Trockenzeit:
Sie ist materialspezi-
fisch von der Diffusionsgeschwindig-
keit des Wassers aus dem Granulat,
der Anfangsfeuchte sowie von der
benötigten Restfeuchte abhängig. Zu
langes Trocknen kann, in Verbindung
mit einer zu hohen Temperatur, das
Material schädigen.
% H 2 O max
% H 2 O min
Trocknen auf den Punkt genau
mit Messgeräten von digicolor
54
BIGfritz: Materialhandling
Extrusion 1/2016
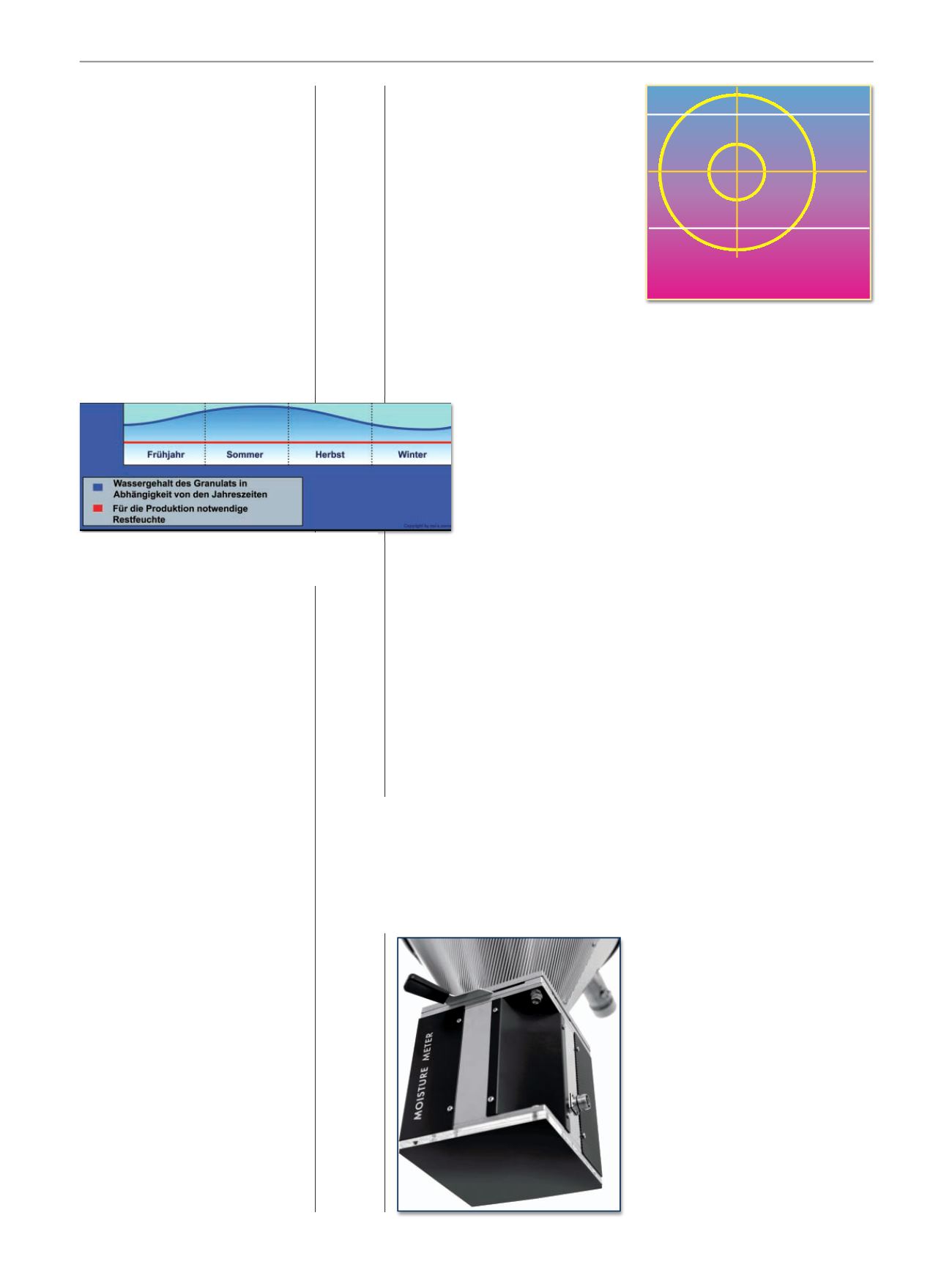
Das MOISTURE METER ist auf dem Markt der Entfeuchtungs-
systeme eine absolute Neuheit. Es misst die effektive Rest-
feuchte im behandelten Kunststoffgranulat während des Pro-
zesses. Durch das konstante Zusammenspiel zwischen Gerät
und Trockner kann der Prozess so gesteuert werden, dass das
Material exakt entfeuchtet wird, so wie es vom technischen
Datenblatt des Materials gefordert wird
(Werkbild: Moretto)
Abhängig von den Jahreszeiten, kann sich mal mehr und mal
weniger Feuchtigkeit am Material anlagern
(Werkbild: motan-colortronic)